
برش فلزات یکی از مهم ترین مراحل در تولید قطعات صنعتی، ساخت سازههای فلزی و اجرای پروژههای عمرانی است و انتخاب روش مناسب برش، تأثیر مستقیمی بر کیفیت، سرعت و هزینه نهایی پروژه دارد. در میان روشهای مختلف، برش پلاسما روی ورق فولادی به دلیل سرعت بالا، دقت مناسب و قابلیت برش ورقهای با ضخامتهای مختلف، به یکی از محبوب ترین فناوریهای برش در صنایع تبدیل شده است. این روش با استفاده از قوس الکتریکی و گاز یونیزه شده، امکان برش انواع ورق فولادی، استیل و دیگر فلزات رسانا را فراهم میکند.
اگر قصد دارید با نحوه عملکرد، مزایا، معایب، انواع دستگاهها، حداکثر ضخامت قابل برش و تفاوت برش پلاسما با سایر روشهای برش آشنا شوید، این راهنما تمام اطلاعات موردنیاز را در اختیار شما قرار میدهد. همچنین اگر به دنبال قیمت ورق فولادی یا دریافت مشاوره تخصصی در زمینه انتخاب متریال مناسب برای پروژههای صنعتی هستید، کارشناسان دکتر آهن میتوانند شما را در انتخاب بهترین گزینه متناسب با نیازتان راهنمایی کنند. در ادامه، به بررسی کامل فرآیند برش پلاسما روی ورق فولادی و نکات مهمی که پیش از استفاده از این روش باید بدانید، میپردازیم.
برش پلاسما چیست؟
برش پلاسما یکی از روشهای برش حرارتی فلزات رسانا است که با استفاده از قوس الکتریکی و گاز یونیزه شده (پلاسما)، فلز را ذوب کرده و مواد مذاب را از محل برش خارج میکند. این روش به دلیل سرعت بالا، دقت مناسب و امکان برش انواع فلزات مانند فولاد، استیل و آلومینیوم، در بسیاری از صنایع تولیدی و ساخت وساز مورد استفاده قرار میگیرد.
برش پلاسما روی ورق فولادی به طور ویژه برای برش ورقهای فولادی با ضخامتهای مختلف کاربرد دارد و امکان ایجاد برشهای دقیق و یکنواخت را فراهم میکند. به همین دلیل، این فناوری به یکی از رایج ترین روشهای برش در کارگاههای صنعتی و خطوط تولید تبدیل شده و نقش مهمی در افزایش سرعت و کیفیت فرآیندهای تولید ایفا میکند.
برش پلاسما چگونه کار میکند؟
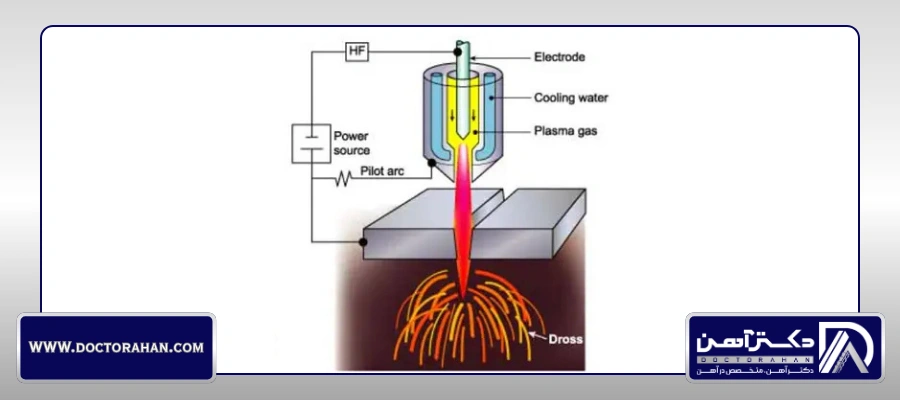
فرآیند برش پلاسما بر پایه ایجاد یک قوس الکتریکی و تبدیل گاز به حالت پلاسما انجام میشود. در این روش، انرژی الکتریکی دمای گاز را به حدی افزایش میدهد که فلز در مسیر برش ذوب شده و توسط جریان پرسرعت گاز از محل برش خارج میشود. این فناوری به دلیل سرعت بالا و دقت مناسب، برای برش انواع فلزات رسانا به ویژه برش پلاسما روی ورق فولادی کاربرد گستردهای در صنایع مختلف دارد.
ایجاد قوس الکتریکی
در اولین مرحله، دستگاه با ایجاد یک قوس الکتریکی بین الکترود و سطح فلز، انرژی لازم برای شروع فرآیند برش را تأمین میکند. این قوس باعث تولید حرارت بسیار بالا شده و شرایط لازم را برای تبدیل گاز به حالت پلاسما فراهم میسازد. پایداری قوس الکتریکی نقش مهمی در کیفیت و یکنواختی برش دارد.
بیشتر بخوانید: روش های برش میلگرد
تبدیل گاز به پلاسما
پس از ایجاد قوس، گاز فشرده عبوری از نازل در اثر حرارت شدید یونیزه شده و به پلاسما تبدیل میشود. پلاسما حالتی از ماده با دمای بسیار بالا و رسانایی الکتریکی زیاد است که میتواند فلزات را به سرعت ذوب کند. نوع گاز مورد استفاده نیز بر کیفیت و سرعت برش تأثیر مستقیم دارد.
ذوب و خروج فلز
جریان پرانرژی پلاسما پس از برخورد با سطح فلز، آن را در مسیر تعیین شده ذوب میکند. هم زمان، فشار بالای گاز، فلز مذاب را از شکاف برش خارج کرده و لبهای نسبتاً تمیز و یکنواخت ایجاد میکند. کیفیت نهایی برش به عواملی مانند ضخامت ورق، تنظیمات دستگاه و سرعت حرکت تورچ بستگی دارد.
کاربردهای برش پلاسما
برش پلاسما روی ورق فولادی به دلیل سرعت بالا، دقت مناسب و قابلیت برش انواع فلزات رسانا، در صنایع مختلف کاربرد گستردهای دارد. از این روش در ساخت سازههای فلزی، تولید قطعات صنعتی، خودروسازی، کشتیسازی، صنایع نفت، گاز و پتروشیمی، ساخت مخازن، تجهیزات صنعتی و پروژههای عمرانی مانند ساخت سوله استفاده میشود. همچنین دستگاههای برش پلاسما، بهویژه مدلهای CNC، امکان تولید قطعات پیچیده با دقت بالا و در تیراژ زیاد را فراهم میکنند و به همین دلیل یکی از انتخابهای اصلی کارخانهها و کارگاههای صنعتی به شمار میروند.
انواع دستگاه برش پلاسما
دستگاههای برش پلاسما در مدلهای مختلفی طراحی و تولید میشوند تا بتوانند نیاز پروژههای سبک و سنگین را پوشش دهند. از نظر منبع تغذیه، این دستگاهها به دو نوع تک فاز و سه فاز تقسیم میشوند. مدلهای تک فاز برای کارگاههای کوچک، تعمیرات و پروژههای سبک گزینه مناسبی هستند، در حالی که دستگاههای سه فاز به دلیل توان بالاتر، در کارخانهها و خطوط تولید برای برش پلاسما روی ورق فولادی با ضخامتهای بیشتر کاربرد دارند.
از نظر نحوه عملکرد نیز دستگاههای برش پلاسما در دو گروه دستی و اتوماتیک (CNC) قرار میگیرند. دستگاههای دستی برای برشهای محدود و پروژههایی که نیاز به جابهجایی دستگاه وجود دارد، مناسب هستند و کنترل فرآیند برش توسط اپراتور انجام میشود.
در مقابل، دستگاههای CNC با قابلیت برنامهریزی، برش قطعات را با دقت و سرعت بالا به صورت خودکار انجام می دهند و بهترین انتخاب برای تولید انبوه و برش طرحهای پیچیده محسوب می شوند. همچنین این دستگاهها بسته به نوع فلز و کیفیت موردنیاز، میتوانند از هوای فشرده یا گازهایی مانند نیتروژن، آرگون و هیدروژن برای ایجاد پلاسما استفاده کنند.
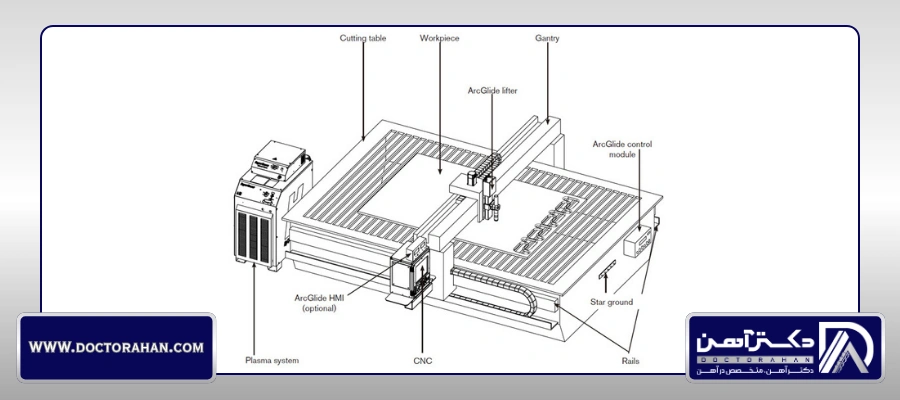
اجزای دستگاه برش پلاسما
دستگاه برش پلاسما از بخشهای مختلفی تشکیل شده که هرکدام نقش مهمی در فرآیند برش دارند. مهمترین اجزای آن شامل منبع تغذیه، تورچ (مشعل)، نازل، گاز پلاسما، گاز نیتروژن و سیستم خنک کننده یا افشانه آب است. عملکرد هماهنگ این اجزا باعث ایجاد قوس الکتریکی پایدار، تولید پلاسما و اجرای برشی دقیق و باکیفیت روی انواع ورق فولادی میشود.
حداکثر ضخامت قابل برش
حداکثر ضخامت در برش پلاسما روی ورق فولادی به عواملی مانند توان دستگاه، شدت جریان (آمپر)، نوع گاز مصرفی و جنس ورق بستگی دارد. هرچه توان دستگاه بیشتر باشد، امکان برش ورقهای ضخیمتر با کیفیت مناسب نیز افزایش مییابد. در جدول زیر، حداکثر ضخامت قابل برش بر اساس آمپر دستگاه به صورت تقریبی نمایش داده شده است.
| آمپر دستگاه | ضخامت برش پیشنهادی ورق فولادی | حداکثر ضخامت قابل برش |
| 45 آمپر | 10 تا 12 میلیمتر | 16 میلیمتر |
| 65 آمپر | 16 تا 20 میلیمتر | 25 میلیمتر |
| 85 آمپر | 20 تا 25 میلیمتر | 32 میلیمتر |
| 105 آمپر | 30 تا 35 میلیمتر | 40 میلیمتر |
| 125 آمپر | 35 تا 40 میلیمتر | 50 میلیمتر |
| 200 آمپر | 50 تا 60 میلیمتر | 75 میلیمتر |
نکته: ضخامتهای درج شده تقریبی هستند و با توجه به برند دستگاه، نوع گاز مصرفی، کیفیت منبع تغذیه، سرعت برش و جنس ورق فولادی ممکن است کمی تغییر کنند.
مزایای برش پلاسما روی ورق فولادی
برش پلاسما روی ورق فولادی به دلیل سرعت، دقت و کیفیت مناسب، یکی از پرکاربردترین روشهای برش در صنایع فلزی است. این فناوری علاوه بر افزایش بهرهوری، هزینههای تولید را نیز کاهش میدهد و امکان برش ورقهای فولادی با ضخامتهای مختلف را فراهم میکند. مهمترین مزایای این روش عبارتاند از:
- کیفیت برش مناسب
برش پلاسما لبههایی صاف و یکنواخت ایجاد میکند و در صورت تنظیم صحیح دستگاه، میزان پلیسه و تغییر شکل ورق فولادی به حداقل میرسد. این موضوع نیاز به پرداخت نهایی را کاهش میدهد.
- سرعت بالا
یکی از مهمترین مزایای برش پلاسما، سرعت اجرای بالای آن است. این ویژگی باعث میشود پروژههای صنعتی در زمان کوتاه تری انجام شوند و بهره وری خطوط تولید افزایش پیدا کند.
- دقت قابل قبول
دستگاههای برش پلاسما، به ویژه مدلهای CNC، میتوانند قطعات را با دقت مناسب و مطابق با نقشه طراحی برش دهند و برای تولید قطعات صنعتی گزینه ای ایدهآل هستند.
- مقرون به صرفه بودن
در مقایسه با برخی روشهای دیگر، برش پلاسما هزینه اجرای کمتری دارد و در عین حال کیفیت و سرعت مطلوبی ارائه میدهد. به همین دلیل، انتخابی اقتصادی برای بسیاری از صنایع به شمار میرود.
معایب برش پلاسما روی ورق فولادی
با وجود مزایای متعدد، برش پلاسما روی ورق فولادی محدودیتهایی نیز دارد که باید پیش از انتخاب این روش در نظر گرفته شوند. آگاهی از این موارد به انتخاب بهترین روش برش متناسب با نوع پروژه و بودجه کمک میکند.
- مصرف برق بالا
دستگاههای برش پلاسما برای ایجاد قوس الکتریکی به توان بالایی نیاز دارند؛ به همین دلیل مصرف برق آنها نسبت به برخی روشهای دیگر بیشتر است و میتواند هزینههای عملیاتی را افزایش دهد.
- محدودیت در برش ضخامتهای زیاد
اگرچه برش پلاسما توانایی برش ورقهای نسبتاً ضخیم را دارد، اما برای ضخامتهای بسیار بالا معمولاً روشهایی مانند هواگاز عملکرد مناسبتری ارائه میدهند.
- تولید دود و آلودگی
در فرآیند برش پلاسما، دود، بخارات فلزی و صدای نسبتاً زیادی تولید میشود. به همین دلیل استفاده از سیستم تهویه مناسب و تجهیزات ایمنی برای حفظ سلامت اپراتور ضروری است.
- هزینه تجهیزات و نگهداری
دستگاههای پلاسما، به ویژه مدلهای CNC و صنعتی، قیمت بالایی دارند و هزینه تعویض قطعات مصرفی مانند الکترود و نازل نیز باید در هزینههای نگهداری آنها در نظر گرفته شود.
گاز مورد استفاده در برش پلاسما
انتخاب گاز مناسب، یکی از مهمترین عوامل تأثیرگذار بر کیفیت، سرعت و دقت برش پلاسما روی ورق فولادی است. بسته به نوع فلز، ضخامت ورق و توان دستگاه، از گازهایی مانند هوای فشرده، اکسیژن، نیتروژن، آرگون و هیدروژن یا ترکیبی از آنها استفاده میشود. هر یک از این گازها ویژگیهای متفاوتی دارند و میتوانند بر کیفیت لبه برش، میزان پاشش مذاب و هزینه نهایی فرآیند تأثیر بگذارند. در جدول زیر، رایجترین گازهای مورد استفاده در برش پلاسما و کاربرد هر یک بهصورت خلاصه بررسی شده است.
| نوع گاز | کاربرد اصلی |
| هوای فشرده | مناسب برای برش عمومی، کم هزینه و رایج در کارگاه ها |
| نیتروژن | بهینه برای فلزات غیرآهنی مثل آلومینیوم و مس |
| آرگون | انتخابی عالی برای فلزات حساس و نیازمند دقت بالا |
| اکسیژن | مناسب برای فولادهای کربنی و افزایش کیفیت سطح برش |
انواع فرآیند برش پلاسما
برش پلاسما روی ورق فولادی با توجه به نوع فلز، ضخامت ورق و کیفیت مورد انتظار، به روشهای مختلفی انجام میشود. هر یک از این فرآیندها برای کاربردهای خاصی طراحی شدهاند و انتخاب روش مناسب میتواند کیفیت برش، سرعت اجرا و هزینه نهایی را بهبود دهد. در ادامه با رایجترین انواع فرآیندهای برش پلاسما آشنا میشوید.
پلاسما با گاز دوگانه (Dual Gas)
در این روش از دو گاز بهصورت همزمان استفاده میشود؛ یکی برای ایجاد قوس پلاسما و دیگری برای محافظت از ناحیه برش. این فرآیند باعث افزایش کیفیت لبه برش و کاهش اکسیداسیون شده و برای برش فولاد و استیل کاربرد زیادی دارد.
پلاسما با تزریق آب (Water Injection)
در این فرآیند، آب در اطراف قوس پلاسما تزریق میشود تا دمای برش کنترل شده و کیفیت لبهها بهبود یابد. این روش برای برش ورقهای ضخیم و کاهش تغییرات حرارتی گزینه مناسبی است.
پلاسما زیر آب (Water Shroud)
در این روش، عملیات برش در محیطی با پوشش آب انجام میشود که باعث کاهش دود، صدا و پاشش ذرات مذاب میشود. به همین دلیل در محیطهای صنعتی و پروژههایی که کنترل آلودگی اهمیت دارد، کاربرد فراوانی دارد.
پلاسمای هوا (Air Plasma)
پلاسمای هوا یکی از رایجترین و اقتصادیترین روشها است که از هوای فشرده برای تولید پلاسما استفاده میکند. این فرآیند برای برش انواع ورقهای فولادی با ضخامت متوسط، بهویژه در کارگاههای صنعتی، انتخابی مقرونبهصرفه محسوب میشود.
پلاسما با دقت بالا (High-Definition Plasma)
این فناوری با ایجاد قوس پایدارتر، برشهایی با دقت و کیفیت بالاتر نسبت به پلاسماهای معمولی ارائه میدهد. از این روش در صنایع خودروسازی، ساخت قطعات دقیق و دستگاههای CNC استفاده میشود؛ جایی که کیفیت لبه برش اهمیت بالایی دارد.
برش پلاسما برای چه فولادهایی مناسب است؟
برش پلاسما روی ورق فولادی برای طیف گستردهای از فولادهای رسانای الکتریسیته کاربرد دارد و به دلیل سرعت و کیفیت مناسب، در صنایع مختلف مورد استفاده قرار میگیرد. این روش برای فولادهای کربنی مانند ورقهای ST37 و ST52، فولادهای آلیاژی و همچنین فولادهای ضدزنگ (استیل) گزینهای مناسب است و میتواند برشهایی دقیق و یکنواخت ایجاد کند. علاوه بر این، برش پلاسما برای ورقهای گالوانیزه نیز قابل استفاده است، اما برای حفظ کیفیت برش و افزایش عمر قطعات مصرفی دستگاه، انتخاب تنظیمات مناسب و نوع گاز مصرفی اهمیت زیادی دارد.
مقایسه برش پلاسما و برش لیزری
برش پلاسما و برش لیزری هر دو از روشهای پرکاربرد برای برش فلزات هستند، اما هر کدام کاربردها و مزایای خاص خود را دارند. برش پلاسما روی ورق فولادی به دلیل سرعت بالا، هزینه کمتر و توانایی برش ورقهای ضخیم، گزینهای مناسب برای پروژههای صنعتی و تولید انبوه محسوب میشود.
در مقابل، برش لیزری با دقت بسیار بالا، کیفیت لبه بهتر و قابلیت اجرای جزئیات ظریف، برای تولید قطعات حساس و ورقهای نازک انتخاب مناسبتری است. بهطور کلی، اگر سرعت و صرفه اقتصادی اولویت باشد، برش پلاسما گزینه بهتری خواهد بود؛ اما برای پروژههایی که دقت و کیفیت ظاهری اهمیت بیشتری دارد، برش لیزری عملکرد بهتری ارائه میدهد.

مقایسه برش پلاسما با روشهای دیگر
برش پلاسما روی ورق فولادی از نظر سرعت، کیفیت برش و هزینه، یکی از روشهای پرکاربرد در صنایع فلزی محسوب میشود؛ اما بسته به نوع پروژه، ممکن است روشهایی مانند برش لیزر، واترجت یا هواگاز گزینه مناسب تری باشند. هر یک از این روشها از نظر دقت، ضخامت قابل برش، کیفیت لبه، سرعت اجرا و هزینه تفاوتهایی دارند. به همین دلیل، آشنایی با ویژگیهای هر روش به انتخاب بهترین گزینه کمک میکند. در جدول زیر، برش پلاسما با سایر روشهای رایج برش فلزات از جنبههای مختلف مقایسه شده است.
| روش برش | کیفیت برش | دقت | سرعت | هزینه اجرا | ضخامت قابل برش | مهمترین مزیت | مهمترین محدودیت | کاربردهای رایج |
| برش پلاسما | بالا | بالا | بسیار بالا | متوسط | 0.5 تا 180 میلیمتر | سرعت زیاد، مناسب برای انواع فلزات رسانا | کیفیت لبه کمتر از لیزر | سازههای فلزی، خودروسازی، صنایع نفت و گاز، ساخت تجهیزات |
| برش لیزر | بسیار بالا | بسیار بالا | بالا | زیاد | تا حدود 25 میلیمتر (بسته به توان دستگاه) | دقت فوقالعاده و لبه کاملاً تمیز | هزینه بالای تجهیزات و محدودیت در ضخامتهای زیاد | صنایع پزشکی، الکترونیک، هوافضا و قطعات دقیق |
| برش واترجت | بسیار بالا | بسیار بالا | پایین | زیاد | تا حدود 170 میلیمتر | برش بدون ایجاد حرارت و مناسب برای مواد حساس | سرعت پایین و هزینه عملیاتی بالا | سنگ، شیشه، کامپوزیت، فلزات و مواد حساس به حرارت |
| برش هواگاز | متوسط | پایین | متوسط | کم | 3 تا بیش از 250 میلیمتر | مناسب برای برش فولادهای ضخیم با هزینه کم | دقت پایین و ایجاد ناحیه حرارتی زیاد | صنایع سنگین، اسکلت فلزی و مخازن |
| برش گیوتین | خوب | متوسط | بسیار بالا | کم | معمولاً تا 20 میلیمتر | سرعت بالا در برش مستقیم | محدود به برش خطی | برش ورقهای فلزی و آمادهسازی ورق |
| فرزکاری | بسیار بالا | بسیار بالا | پایین | زیاد | وابسته به ابزار و قطعه | امکان ماشینکاری و شکلدهی دقیق | زمانبر و پرهزینه | قالبسازی، قطعات صنعتی و ماشینکاری دقیق |
نکات افزایش کیفیت برش پلاسما
برای دستیابی به بهترین نتیجه در برش پلاسما روی ورق فولادی، تنظیم صحیح آمپر دستگاه، انتخاب نازل و گاز مناسب، حفظ فاصله استاندارد تورچ از سطح ورق و تنظیم سرعت حرکت از اهمیت بالایی برخوردار است. همچنین استفاده از قطعات مصرفی سالم، نگهداری منظم دستگاه و انتخاب تنظیمات متناسب با ضخامت ورق، باعث ایجاد لبههای تمیزتر، کاهش پلیسه و افزایش دقت و کیفیت نهایی برش خواهد شد.
در نهایت
برش پلاسما روی ورق فولادی به دلیل سرعت بالا، دقت مناسب و امکان برش طیف گستردهای از ضخامتها، یکی از بهترین روشهای برش فلزات در صنایع مختلف به شمار میرود. با انتخاب دستگاه مناسب، تنظیم صحیح پارامترهای برش و استفاده از ورق فولادی باکیفیت، میتوان به نتیجهای دقیق و مقرون به صرفه دست یافت. اگر برای انتخاب ورق فولادی مناسب یا دریافت مشاوره در زمینه محصولات فولادی به راهنمایی نیاز دارید، می توانید با کارشناسان دکترآهن با شماره 03155057 در ارتباط باشید.
سوالات متداول درباره برش پلاسما روی ورق فولادی
برش پلاسما برای چه فلزاتی مناسب است؟
برای تمام فلزات رسانا مانند فولاد، استیل، آلومینیوم، مس و برنج قابل استفاده است.
مهمترین مزیت برش پلاسما روی ورق فولادی چیست؟
سرعت بالا، هزینه مناسب و کیفیت مطلوب، مهمترین مزایای این روش هستند.
آیا کار با دستگاه برش پلاسما نیاز به مهارت دارد؟
بله، برای دستیابی به برش دقیق و ایمن، آشنایی با تنظیمات دستگاه ضروری است.
آیا استفاده از دستگاه برش پلاسما خطرناک است؟
در صورت رعایت نکات ایمنی و استفاده از تجهیزات محافظ، خطرات آن به حداقل میرسد.
برش پلاسما بهتر است یا برش لیزری؟
برش پلاسما برای ورقهای ضخیم و لیزر برای برشهای ظریف و دقیق مناسبتر است.




